

家电及电器模具及注塑
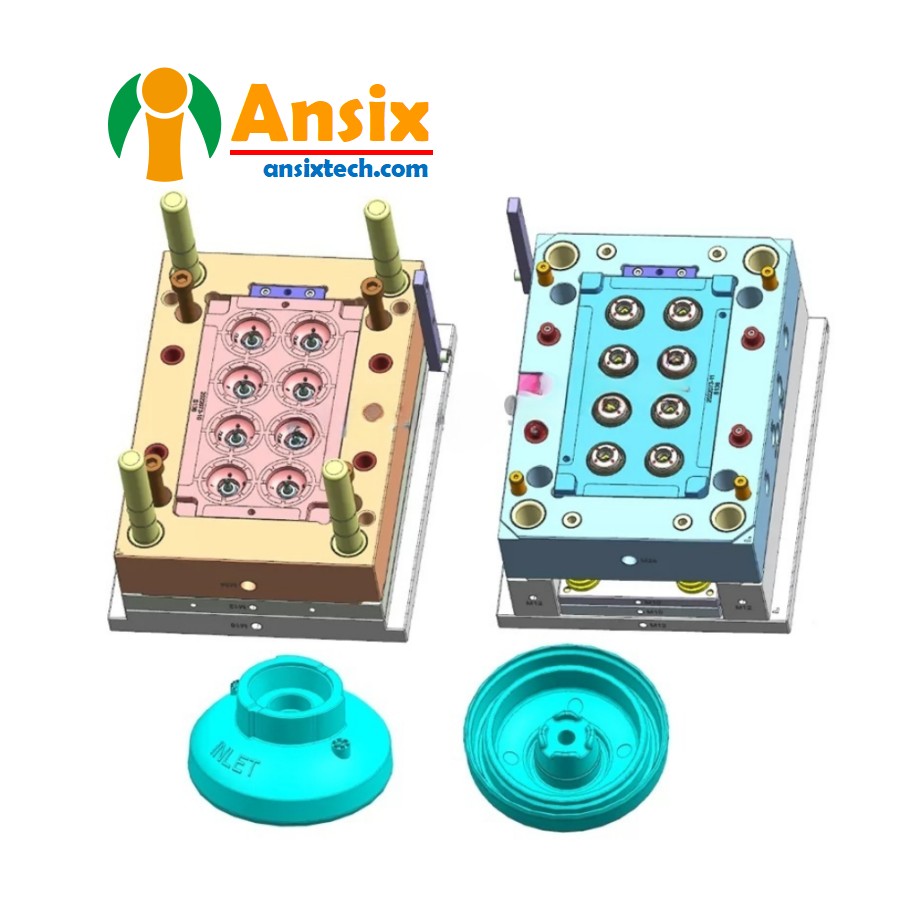


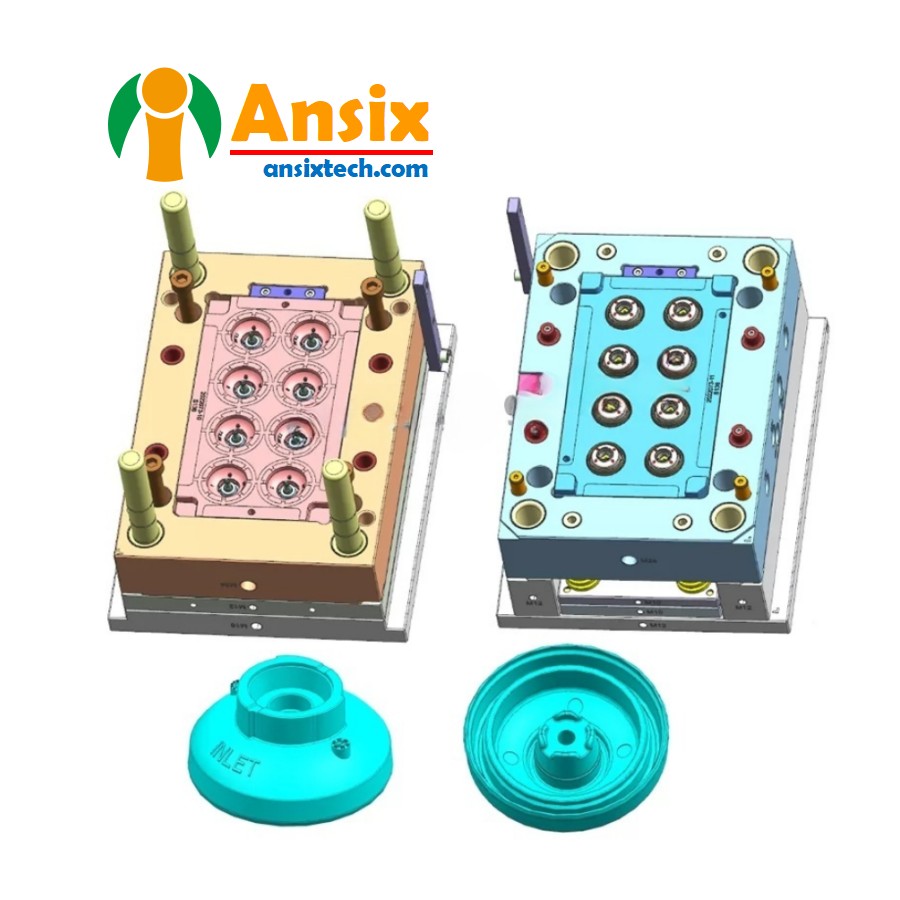
净水器外壳盖注塑模具滤芯PP套盖
特征
-
模具说明
产品材质:
聚丙烯
模具材质:
738
腔体数量:
1*8
上胶方式:
热流道
冷却方式:
水冷
成型周期
36.5秒

- 净水器壳盖 滤芯 PP套盖 模流分析及模具设计净水器滤芯套盖模具的模流分析和模具设计是制造过程中非常重要的环节。 下面将介绍净水器滤芯外壳盖模具的模流分析和模具设计。净水器滤芯套盖模具模流分析:A。 使用模流分析软件导入过滤套盖的CAD模型,并设置注塑工艺参数,如注射速度、温度、压力等。b. 进行模流分析,模拟注塑过程中的熔体流动、填充、冷却等过程,评估过滤套盖的填充性能、气泡、短射等缺陷,优化注塑工艺参数。在模流分析过程中,需要注意以下几点:确保填充性能:通过模流分析,优化注塑工艺参数,确保良好的填充性能,避免缺陷。冷却系统设计:合理设计冷却系统,保证注塑过程中良好的冷却效果,提高生产效率和产品质量。脱模系统设计:根据滤芯外壳盖的形状和要求,设计合适的脱模系统,保证滤芯外壳盖能顺利脱模,避免损坏和变形。注塑顺序和注射点位置:确定注射顺序和注射点位置,以确保塑料材料能够充分填充模具型腔,避免出现空洞和缺陷。净水器滤芯外壳盖模具模具设计:A。 根据滤芯壳体盖的设计要求,设计模具,包括模腔、模芯、脱模系统、冷却系统等。b. 确保模具的精度和尺寸符合要求,以保证过滤套盖的质量和稳定性。C。 使用CAD软件进行模具设计并生成模具的三维模型和工程图。在模具设计过程中,需要注意以下几点:加工精度和尺寸控制:保证模具零件的加工精度和尺寸符合要求,保证注塑质量和稳定性。模具表面处理:根据滤芯外壳盖的要求,进行适当的表面处理,如打磨、抛光等,以提高滤芯外壳盖的表面质量和光滑度。考虑模具的耐用性和易维护性:合理设计模具的结构和零件,提高模具的耐用性和易维护性,减少停机时间和维修成本。综上所述,净水器滤芯外壳盖模具的模流分析和模具设计需要进行模流分析、注塑工艺参数的优化和模具设计。 通过合理的设计和控制,可以获得高品质的净水器滤芯套盖。

- 净水器壳盖滤芯PP套盖的模具制造工艺及产品材质选择净水器滤芯套盖模具的制造加工及套盖材料的选择与应用:模具制造及加工:根据模具设计,选择合适的加工工艺和设备,如数控加工中心、电火花加工机等。模具零件的加工,包括模腔、模芯、脱模系统、冷却系统等。确保加工精度和尺寸符合要求。装配模具零件,保证零件的精确配合和调整,保证模具的稳定性和可靠性。封面材质选择:根据净水器滤芯套盖的要求选择合适的材质。 常用的材料有聚丙烯(PP)、聚乙烯(PE)等。PP材料具有良好的耐化学性、耐高温性和机械性能。 适用于净水器滤芯外壳盖的制造,能满足耐化学性和高温环境的要求。根据具体应用要求,也可以考虑其他材料,如ABS、PC等。净水器滤芯套盖模具的制造加工以及套盖材料的选择和应用过程中,需要注意以下几点:加工精度和尺寸控制:保证模具零件的加工精度和尺寸符合要求,保证注塑质量和稳定性。模具表面处理:根据净水器滤芯外壳盖的要求,进行适当的表面处理,如打磨、抛光等,提高滤芯外壳盖的表面质量和光滑度。注塑工艺参数的控制:根据覆盖材料的特性,合理设计和控制注塑工艺参数,保证材料的填充性能和固化效果满足要求。材料选择和认证:选择符合相关标准和认证要求的注塑材料,确保产品安全卫生。净水器滤芯套盖模具的制造加工以及盖材料的选择和应用,需要选择合适的加工工艺和设备,并选择具有良好耐化学性、耐高温性和机械性能的材料。 通过合理加工和控制注塑工艺参数,可以获得高品质的净水器滤芯套盖。
- 净水器外壳盖 滤芯PP套盖 批量生产和质量控制净水器滤芯套盖超声波焊接批量生产及二次加工包括以下步骤:净水器滤芯盖批量生产:准备注塑机、模具和合适的盖子材料,如聚丙烯(PP)。根据模具设计进行注塑生产,通过优化注塑工艺参数,保证填充性能和产品质量。使用自动化生产设备,如自动化注塑机和机器人系统,实现高效生产,提高生产效率和一致性。进行质量控制和检验,确保产品符合质量标准,包括外观质量、尺寸精度和物理性能等。准备超声波焊接设备及工艺:准备超声波焊接设备,包括超声波焊接机和焊接模具。根据净水器滤芯外壳盖的设计要求,确定焊接位置和焊接参数,如焊接时间、压力和振幅等。准备焊接模具,保证模具的精度和尺寸符合要求,保证焊接质量和稳定性。进行超声波焊接二次加工:将净水器滤芯套筒和盖子放入焊接模具中,确保位置正确并对齐。启动超声波焊接机,通过超声波振动产生热能,将滤芯套与盖的接触面加热压合在一起。控制焊接时间和压力,保证焊接质量和强度。焊接完成后,进行质量检验,确保焊接的牢固性和密封性。通过净水器滤芯套盖的批量生产和二次加工超声波焊接,可以实现高效生产和高质量的产品。 超声波焊接可以提供牢固的连接和良好的密封性,保证净水器滤芯盖的性能和可靠性。 在整个生产过程中,需要进行质量控制和检验,以确保产品质量和一致性。