

车灯注塑模具



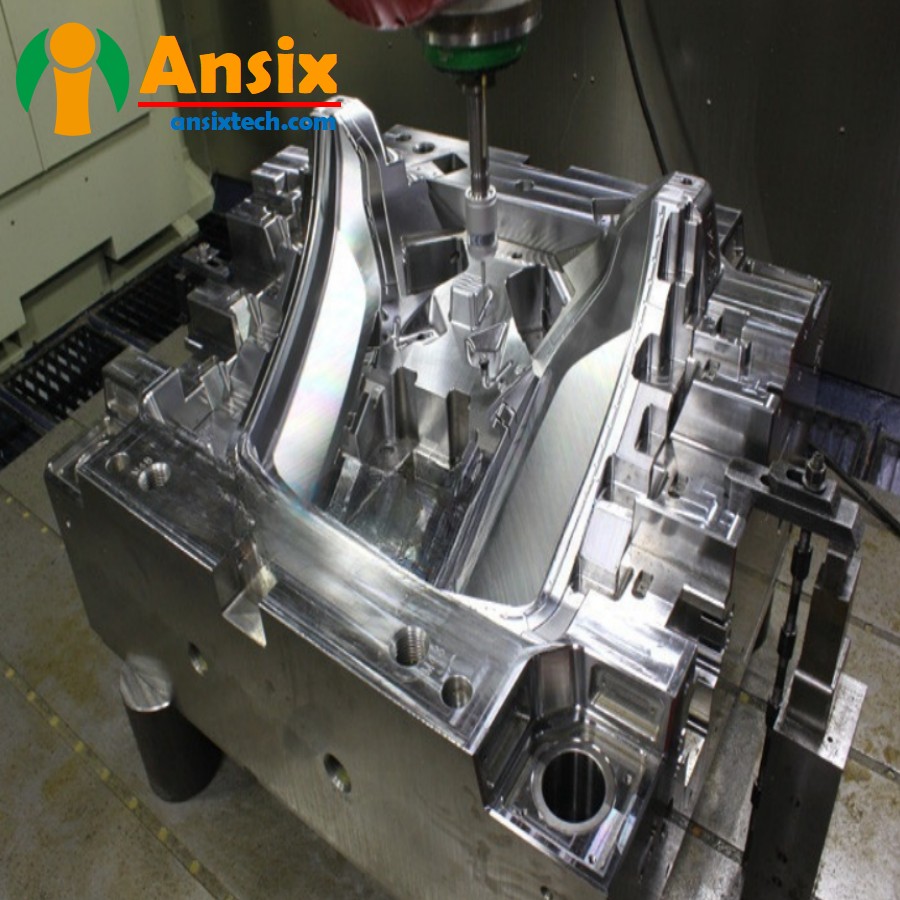
5轴加工汽车头灯/汽车透镜注塑
特征
-
模具说明
产品材质:
电脑+电脑
模具材质:
2344H
腔体数量:
1*2
上胶方式:
热流道
冷却方式:
油冷却
成型周期
42.5秒

- 汽车大灯/大灯透镜的模具设计和模流分析是汽车零部件制造的关键环节。 以下是一般案例中涉及的一些关键设计和分析方面:模具设计要点透镜结构设计:汽车大灯透镜通常具有复杂的曲面和结构,模具设计需要保证这些复杂的形状能够精确成型。材料选择:选择合适的镜片材料通常要求具有良好的透明度、耐高温和耐候性。冷却系统设计:设计合理的冷却系统,保证塑料材料在注塑过程中能够快速冷却,减少因变形、收缩不均匀而产生的质量问题。浇口设计:合理的浇口设计可以保证熔体填充均匀,减少气泡、短注等缺陷。模具加工精度:模具加工要求精度高,以保证最终产品的尺寸和表面质量。模流分析详细信息填充模拟:模拟熔体在模腔内的填充过程,评估填充时间、填充压力、填充速度等参数,预测可能出现的填充不良、气泡、注射短等缺陷。冷却模拟:考虑到镜片结构复杂,需要进行冷却模拟来评估冷却时间、温度分布和收缩率等参数,以保证整个镜片冷却均匀,减少不均匀变形和收缩的影响。 质量问题。热应力分析:由于镜片通常是大型、薄壁的塑料件,因此需要进行热应力分析,并设计合理的结构和冷却系统,以减少热应力对产品质量的影响。模具结构优化:根据模流分析结果,对模具结构进行优化,包括冷却系统、浇口设计等的优化,以提高产品成型质量和生产效率。以上是模具设计和模流分析的一般要点。 这些流程和分析对于确保汽车前灯透镜的生产质量和效率至关重要。

- 汽车大灯/大灯透镜模具制造加工的难点主要有以下几个方面:复杂曲面加工:汽车大灯透镜通常具有复杂曲面设计。 模具加工需要对复杂曲面和细节进行精密加工,对加工设备和技术要求较高。精度要求高:汽车大灯透镜作为汽车照明系统的重要组成部分,对透镜的尺寸精度和表面质量要求很高。 模具加工需要保证镜片的尺寸精度和表面光洁度。材料选择:镜片材料需要具有良好的光学性能、耐高温、耐候性,这对材料选择和加工难度提出了挑战。在透镜材料选择方面,通常选择光学性能良好、耐高温、耐候性好的工程塑料作为汽车大灯透镜的材料。 常见的镜片材料包括:PC(聚碳酸酯):具有良好的透光性和耐高温性,常用于制造汽车大灯透镜。PMMA(聚甲基丙烯酸甲酯):具有良好的透明性和光学性能,适合制造一些汽车大灯透镜。这些材料具有良好的光学性能、耐高温和耐候性,能够满足汽车大灯透镜在使用过程中的要求。 同时,在模具制造过程中,需要根据具体的镜片材料特性和产品要求,选择合适的模具材料,并采用先进的加工设备和工艺,保证模具的加工精度和表面质量。 同时,对于结构复杂的汽车大灯透镜模具,需要结合先进的加工工艺和技术来保证模具的加工质量和性能。
- 汽车大灯/大灯透镜模具注塑的批量生产以及注塑的自动化配置需要结合实际生产条件,以保证生产效率和产品质量。 以下是一些可能的生产和质量控制措施:注塑批量生产自动化生产线:引入自动化生产线和机器人作业,提高生产效率,减少人工干预,降低生产成本。智能注塑设备:利用智能注塑设备实现高速、高精度注塑,提高生产效率和产品一致性。快速换模系统:采用快速换模系统,减少换模时间,提高生产线利用率。在线质量监控:引进在线质量监控设备,实时监控产品尺寸、外观等,及时发现并处理异常情况。注塑自动化配置自动供料系统:采用自动供料系统,实现原材料自动供应,减少人工操作,提高生产效率。自动化浇口切割:采用自动化浇口切割设备,实现浇口的自动切割加工,提高生产效率。自动化清洗系统:引进自动化清洗系统,对注塑模具及设备进行自动清洗,保证生产环境的清洁卫生。生产过程质量控制注塑工艺参数控制:严格控制注塑工艺参数,确保产品成型质量稳定。产品尺寸检测:采用自动化尺寸检测设备对产品尺寸进行在线检测,保证产品尺寸稳定性。外观质量检测:引进自动化外观质量检测设备,对产品外观进行在线检测,确保产品外观质量稳定。质量记录追溯:建立完善的质量记录追溯体系,记录和追溯生产过程中的质量数据,确保产品质量可控。通过上述措施,可以提高汽车车灯/车灯透镜注塑批量生产效率和产品质量,保证产品满足市场需求,提高企业竞争力。