

产品



卷尺小时双色注塑
特征
- 卷尺小时双色注塑
双色注塑工艺的主要步骤包括:准备塑料颗粒:分别准备两种不同颜色的塑料颗粒。设计模具:根据产品的设计要求,设计适合双色注塑的模具,包括两个注塑腔和一个转盘或旋转机构。注塑:将两种不同颜色的塑料颗粒放入注塑机的两个料斗中,然后塑料被注塑机熔化并注射到模具中。 在注塑过程中,注塑机交替注射两种颜色的塑料,产生双色效果。冷却凝固:塑料注射完成后,模具将继续冷却凝固一段时间。取出产品:最后打开模具,取出成型的二色卷尺外壳。AnsixTech 卷尺外壳双色模具工艺和双色注塑工艺通常用于制造双色卷尺外壳。 这两种工艺都可以使外壳的不同部分具有不同的颜色,从而增加产品的美观性和个性化。 具体工艺选择取决于产品设计要求、生产成本、生产效率等因素。请随时给我们留言(邮箱:info@ansixtech.com),我们的团队将在12小时内回复您。
-
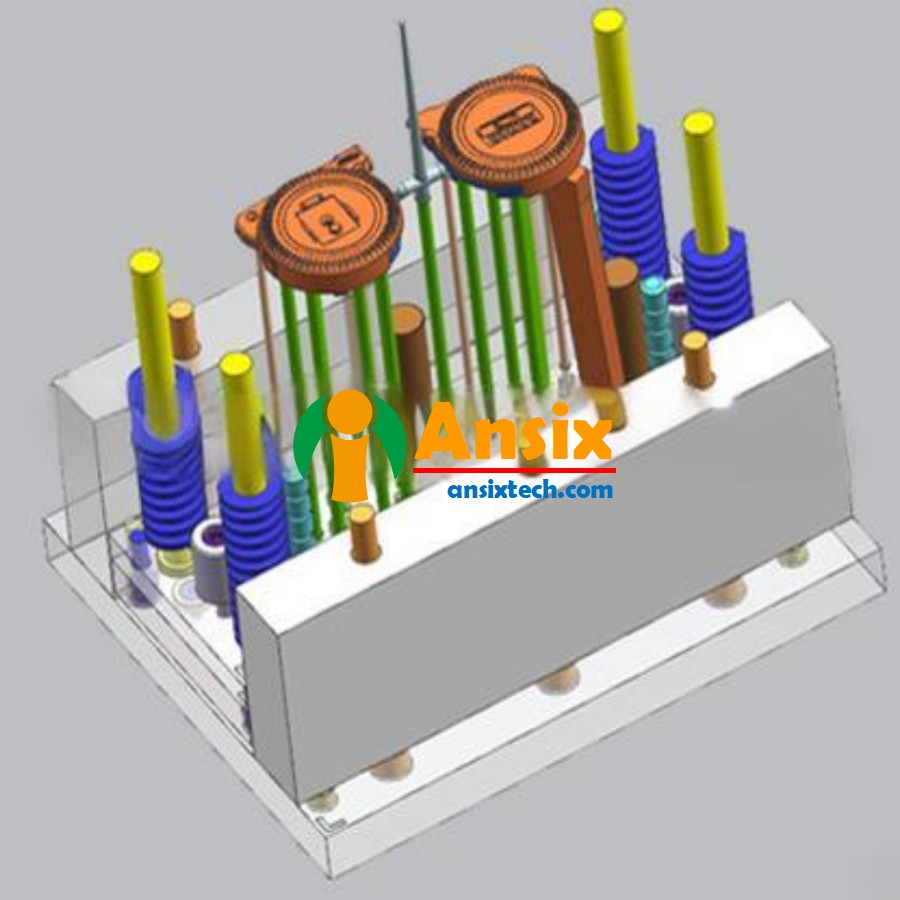
模具说明
产品材质:
ABS/PC
软橡胶:TPR
模具材质:
S136ESR
腔体数量:
4+4
上胶方式:
热流道
冷却方式:
水冷
成型周期
22.5秒

- 卷尺外壳双色模具设计 模流分析和模具设计卷尺外壳双色模具设计:确定设计要求:收集卷尺外壳的设计要求,包括尺寸、形状、颜色等。了解二色注塑的要求,确定二色注塑的工艺流程。模具结构设计:根据设计要求设计合适的模具结构。 包括模腔、模芯、脱模系统、冷却系统等。考虑到卷尺外壳的形状和要求,设计合适的模具结构,实现双色注塑。注塑顺序和颜色切换:确定双色注塑的工艺流程,包括注塑顺序和颜色切换方法。 根据卷尺外壳的设计要求,确定颜色切换的位置和方法,以达到二色效果。模具详细设计:进行模具的详细设计,包括模具零件的加工工艺、装配方法、脱模机构的设计等。利用CAD软件进行模具设计并生成三维模型和工程模具图纸。模具制造:根据模具设计图纸,选择合适的加工工艺和设备,对模具零件进行加工和装配。 确保加工精度和尺寸符合要求。模具调试和试模:模具制造完成后,进行模具调试和试模。 调整模具参数和工艺,保证双色注塑的效果和质量。批量生产:根据生产计划和进度进行批量生产。 根据需要,可以同时使用多台注塑机和模具,以提高生产效率和产量。在模具设计过程中,需要注意以下几点:注塑工艺参数优化:根据卷尺外壳的材质和设计要求,优化注塑工艺参数,保证双色注塑的效果和质量。冷却系统设计:合理设计冷却系统,保证注塑过程中良好的冷却效果,提高生产效率和产品质量。脱模系统设计:根据卷尺外壳的形状和要求,设计合适的脱模系统,保证外壳顺利脱模,避免损坏和变形。模具维护与保养:定期对模具进行维护与保养,包括清洁、润滑、修理等,以延长模具的使用寿命,保证生产的稳定性。卷尺外壳二色模具的设计需要根据设计要求确定二色注塑工艺,设计合适的模具结构和尺寸,并进行模具的详细设计和制造。 通过合理的设计和控制,可以获得高质量的双色注塑卷尺外壳。

- 卷尺外壳双色模具设计的模具制造工艺及产品材料选择对于卷尺外壳二色模具的制造、加工和模具选择,以及外壳二色注塑材料ABS/PC包胶TPR的选择:模具制造及加工:A。 根据双色模具的设计要求,选择合适的加工工艺和设备,如数控加工中心、电火花加工机等。b. 加工模具零件,包括模腔、模芯、脱模系统、冷却系统等。确保加工精度和尺寸符合要求。C。 装配模具零件,保证零件的精确配合和调整,保证模具的稳定性和可靠性。模具选择:A。 根据卷尺外壳的设计要求和二色注塑的工艺要求选择合适的二色模具。 考虑到外壳的形状和要求,选择具有双色注塑能力的模具。b. 考虑模具的质量和稳定性,选择可靠的模具制造商或供应商,确保模具的质量和性能符合要求。外壳二色注塑材质选择:A。 考虑外壳的设计要求和使用环境,选择合适的双色注塑材料。 这种情况下,可以选择ABS/PC包胶TPR材料,它结合了ABS/PC塑料的强度和刚度与TPR弹性体的柔韧性和耐磨性。b. 与可靠的材料供应商合作,保证材料的质量和稳定供应。在模具制造过程和模具选型过程中,需要注意以下几点:加工精度和尺寸控制:保证模具零件的加工精度和尺寸符合要求,保证注塑质量和稳定性。表面处理:根据壳体的要求,进行适当的表面处理,如打磨、抛光等,以提高壳体的表面质量和光滑度。材料的热处理:根据模具材料的要求,进行适当的热处理,如淬火、回火等,以提高材料的硬度和耐磨性。模具维护与保养:定期对模具进行维护与保养,包括清洁、润滑、修理等,以延长模具的使用寿命,保证生产的稳定性。对于卷尺外壳双色模具的制造、加工和模具选择,需要选择合适的加工工艺和设备,以保证加工精度和尺寸控制。 在模具选择方面,要考虑壳体的设计要求和二色注塑的工艺要求,选择合适的二色模具。 在外壳二色注塑材料的选择方面,根据外壳的设计要求和使用环境,选择合适的二色注塑材料,如ABS/PC包胶TPR材料。 通过合理的制造加工和模具选择,可以获得高质量的双色注塑卷尺外壳。
- 卷尺外壳双色模具设计批量生产和质量控制卷尺外壳双色模具注塑批量生产具有以下效率和质量:效率:A。 高产量:通过合理的生产计划和调度,使用多台注塑机和模具,可以实现高产量生产,提高生产效率。b. 自动化生产:使用自动化设备,如机器人系统,可以提高生产效率,降低劳动力成本。C。 注塑工艺优化:通过优化注塑工艺参数,如注射速度、温度、压力等,可以提高注塑的填充性能和生产效率。质量:A。 模具质量:选择优质的模具制造商或供应商,保证模具的质量和稳定性,以保证注塑质量。b. 注塑工艺控制:通过严格控制注塑工艺参数,如温度、压力等,可以保证注塑的质量和一致性。C。 质量检验:对注塑卷尺外壳进行质量检验,包括外观质量、尺寸精度、颜色一致性等,确保产品符合要求。卷尺外壳双色模具注塑批量生产过程中,需要注意以下几点:注塑工艺参数优化:通过优化注塑工艺参数,保证注塑填充性能和生产效率的平衡,以及产品质量和稳定性。模具维护与保养:定期对模具进行维护与保养,包括清洁、润滑、修理等,以延长模具的使用寿命,保证生产的稳定性。质量控制和持续改进:建立质量控制体系,持续监控和改进生产过程,及时发现和解决问题,提高产品质量和一致性。通过优化注塑工艺参数、选择优质模具制造商、严格控制注塑工艺、进行质量检验,可以实现卷尺外壳双色模具注塑批量生产的效率和质量。 通过合理的生产计划和调度,自动化设备的使用,以及持续改进和质量控制,可以提高生产效率和产品质量,以满足批量生产的需要。