

产品
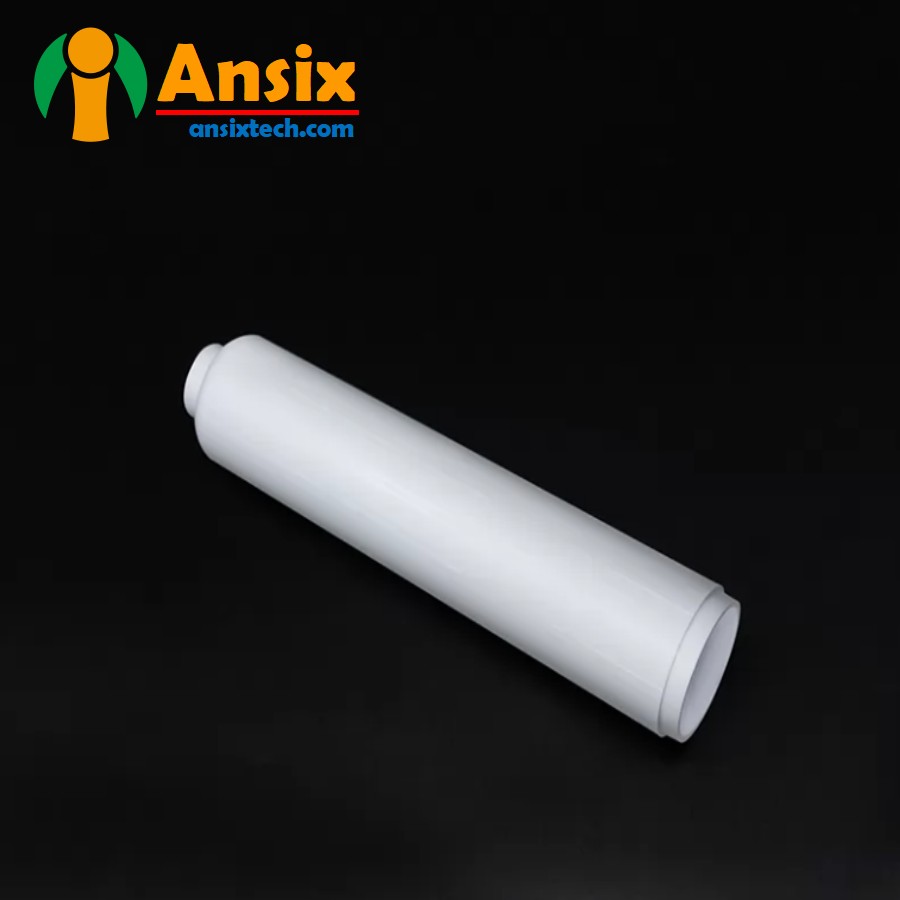
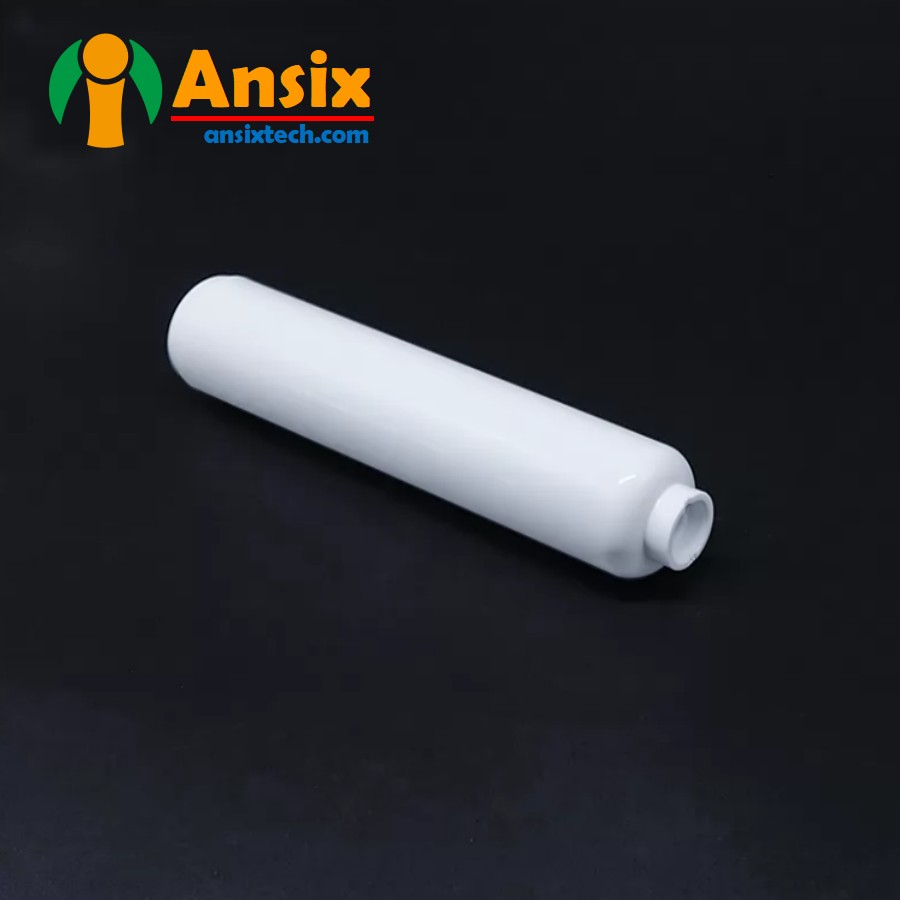
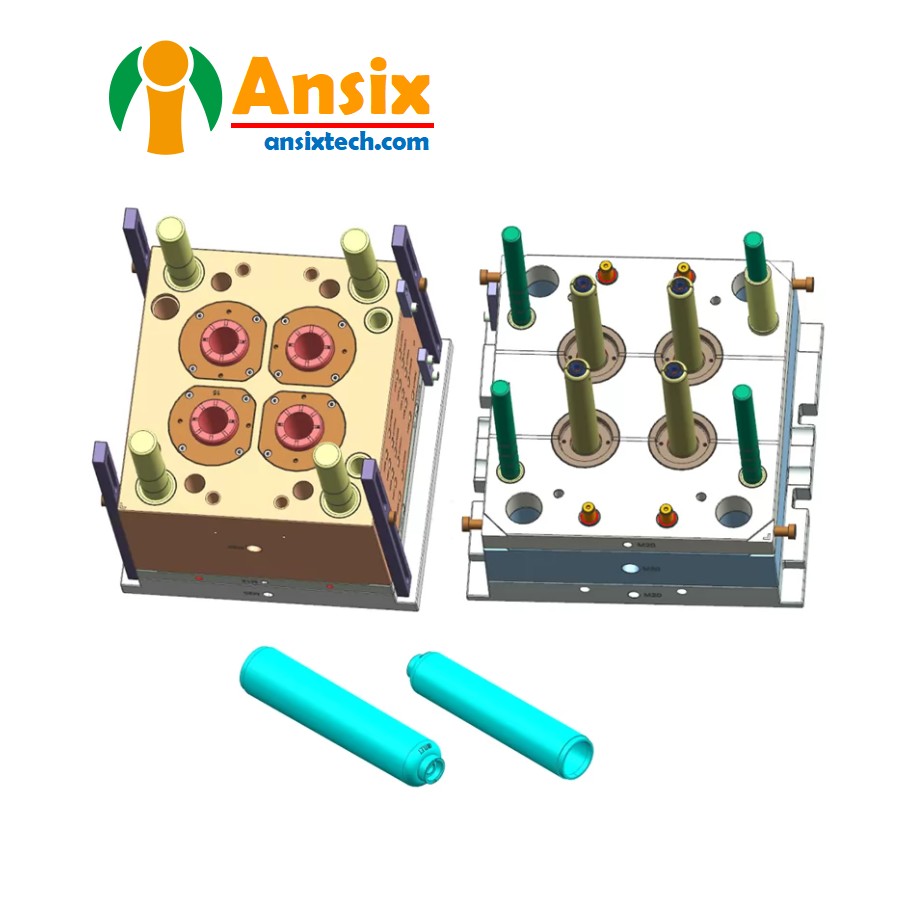
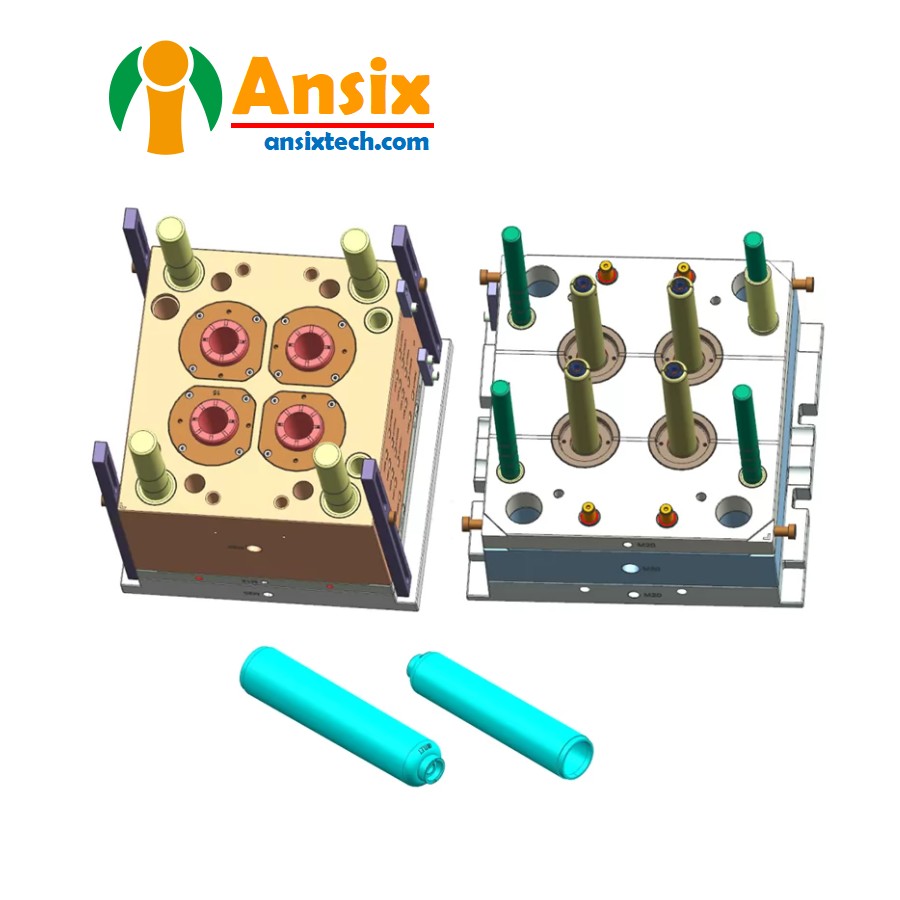
10寸家用净水器RO膜壳注塑模具
特征
-
模具说明
产品材质:
聚丙烯
模具材质:
738
腔体数量:
1*4
上胶方式:
热流道
冷却方式:
水冷
成型周期
31.5秒

- 10寸家用净水器RO膜壳注塑模具模流分析及模具设计在设计10英寸家用净水器RO膜壳PP外壳模具时,可以按照以下步骤进行设计和模流分析:模具结构设计:根据RO膜壳的设计要求,确定模具的结构,包括模腔、模芯、脱模系统、冷却系统等。确保模具的精度和尺寸符合要求,以保证注塑质量和稳定性。考虑模具的耐用性和维护方便性,合理设计模具的结构和零件,提高模具的寿命和维护方便性。注塑工艺参数设计:根据PP材料的特性和RO膜壳的要求,确定合适的注塑工艺参数,如注射速度、温度、压力等。通过模流分析和实验优化注塑工艺参数,确保填充性能和产品质量。冷却系统设计:合理设计冷却系统,保证注塑过程中良好的冷却效果,提高生产效率和产品质量。考虑RO膜壳的形状和尺寸来确定冷却系统的布局和冷却介质的流路,以提高冷却效果。脱模系统设计:根据RO膜壳的形状和要求,设计合适的脱模系统,保证RO膜壳顺利脱模,避免损坏和变形。考虑脱模力和脱模角度来确定脱模系统的结构和零件,以提高脱模效果。模具材料选择:选择合适的模具材料,如优质钢材,以保证模具的耐用性和稳定性。根据RO膜壳的要求,选择耐磨、耐腐蚀的模具材料,增加模具的使用寿命。模流分析:使用模流分析软件导入RO膜壳CAD模型并设置注塑工艺参数。进行模流分析,模拟注塑过程中的熔体流动、填充、冷却等过程,评估填充性能、气泡、短射等缺陷,优化注塑工艺参数。通过合理的设计和模流分析,可以获得高质量的10英寸家用净水器RO膜壳PP外壳模具。 请注意,模具设计和模流分析需要专业知识和经验,建议与专业的模具设计和模流分析团队合作,以确保设计和分析的准确性和可行性。

- 10寸家用净水器RO膜壳注塑模具的模具制造工艺及产品材料选择10寸家用净水器RO膜壳PP外壳模具的制造加工及外壳PP材料的选择与应用:1、结构复杂:净水器滤芯外壳通常结构复杂,包括内螺纹、连接件、滤芯支撑结构等,模具的设计和加工需要考虑这些复杂的结构特点。2、尺寸精度要求高:净水器滤芯外壳的尺寸精度较高,特别是内螺纹和连接处的尺寸精度。 模具加工需要保证产品的尺寸精度和一致性。3、材质选择:净水器滤芯外壳通常需要采用耐高温、耐压、耐腐蚀的塑料材料,以保证产品的使用寿命和稳定性。4、注塑工艺控制:净水器滤芯外壳的注塑工艺需要严格控制,包括注塑压力、速度、温度等工艺参数,以保证产品的成型质量。在选择净水器滤芯外壳材质时,通常需要考虑以下因素:1、耐高温:净水器滤芯外壳需要具有一定的耐高温能力,以保证在高温环境下的稳定性。2、耐压性:净水器滤芯外壳需要具有一定的耐压性,以保证产品在使用过程中不会变形、破裂。3、耐腐蚀性:净水器滤芯外壳需要具有一定的耐腐蚀性,以保证产品与水接触时不会被腐蚀。4、注塑加工性能:材料需要具有良好的注塑加工性能,以保证产品的成型质量和生产效率。净水器滤芯外壳常用材料包括:1、聚丙烯(PP):PP材料具有良好的耐高温、耐腐蚀和注塑性能,适合制造净水器滤芯外壳。2、聚醚砜(PES):PES材料具有优异的耐高温、耐压性能,适合制作高温高压净水器滤芯外壳。3、聚四氟乙烯(PTFE):PTFE材料具有优良的耐腐蚀性和耐高温性,适合制作化学腐蚀性强的净水器滤芯外壳。选择材料时需要根据产品的具体要求和使用环境综合考虑。外壳PP材质的选择:根据10寸家用净水器RO膜外壳外壳的要求选择合适的材质。 常用的材料包括聚丙烯(PP)。PP材料具有良好的耐化学性、耐高温性和机械性能。 适用于净水器RO膜外壳的制造,能满足耐化学腐蚀和高温环境的要求。在净水器RO膜壳PP外壳模具的制造加工以及外壳PP材料的选择和应用过程中,需要注意以下几点:模具表面处理:根据净水器RO膜外壳外壳的要求,进行适当的表面处理,如打磨、抛光等,提高外壳的表面质量和光滑度。注塑工艺参数的控制:根据肠衣PP材料的特性,合理设计和控制注塑工艺参数,确保材料的填充性能和固化效果满足要求。10英寸家用净水器RO膜壳PP外壳模具的制造加工以及外壳PP材料的选择和应用,需要选择合适的加工工艺和设备,并选择具有良好耐化学性、耐高温性的材料和机械性能。 通过合理的加工和控制注塑工艺参数,可以获得高品质的RO膜壳PP外壳。
- 10英寸家用净水器RO膜壳注塑模具批量生产和质量控制10寸家用净水器RO膜壳PP外壳批量生产及二次加工超声波焊接:RO膜壳PP外壳量产:准备注塑机、模具和合适的PP材料。根据模具设计进行注塑生产,通过优化注塑工艺参数,保证填充性能和产品质量。准备夹具:根据RO膜壳PP外壳的形状和要求,设计和制造合适的工装夹具,用于超声波焊接过程中外壳的固定和定位。夹具应具有良好的刚性和稳定性,以保证机壳的定位和对准。进行超声波焊接二次加工:将 RO 膜外壳 PP 套管放入工装夹具中,确保位置正确并对齐。启动超声波焊接设备,通过超声波振动产生热能,加热壳体的接触面并将其压合在一起。过程质量控制:建立完整的质量控制体系,包括质量检验、过程控制和缺陷产品处理,确保产品符合质量标准。对产品外观质量、尺寸精度、物理性能等进行检验和测试,确保产品质量和一致性。监控注塑工艺参数和超声波焊接参数,并及时调整和优化,确保生产过程的稳定性和一致性。通过批量生产RO膜壳PP外壳并二次加工超声波焊接,实现高效生产和高品质产品。 工装夹具的使用可以提高生产效率和焊接质量。 过程质量控制的实施保证了产品的质量和一致性。 在整个生产过程中,需要进行质量控制和检验,以确保产品质量和一致性。